
2. Verify True Hospitality Experience & Commercial-Grade Materials
The Buyer's Pain Point:
One of the most expensive mistakes a procurement manager can make is buying residential-grade bathroom furniture for a high-traffic hotel project. A vanity built for a family home will quickly warp, peel, or sustain water damage when subjected to the rigorous daily use and high-humidity environment of a hotel. This forces the hotel into a costly replacement cycle and leads to negative guest reviews.
What to Check Before Sending an RFQ:
When evaluating a supplier, demand proof of actual hospitality project experience and strict commercial-grade material standards. Here is what separates a true hotel bathroom furniture manufacturer from a residential supplier:
-
20 Years of Global Hospitality Expertise: Don't just take a supplier's word for it—check their real-world track record. For exactly two decades, our factory has successfully manufactured and delivered premium bathroom furniture for luxury hospitality projects worldwide.
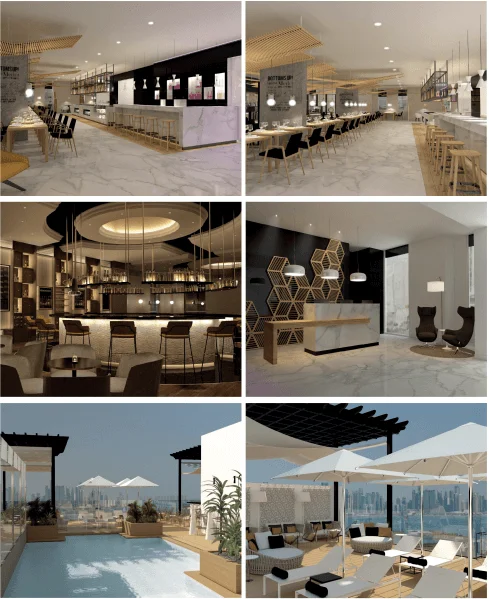
Al Salata Hotel, Jordan 
Centro Waha Hotel, Saudi Arabia 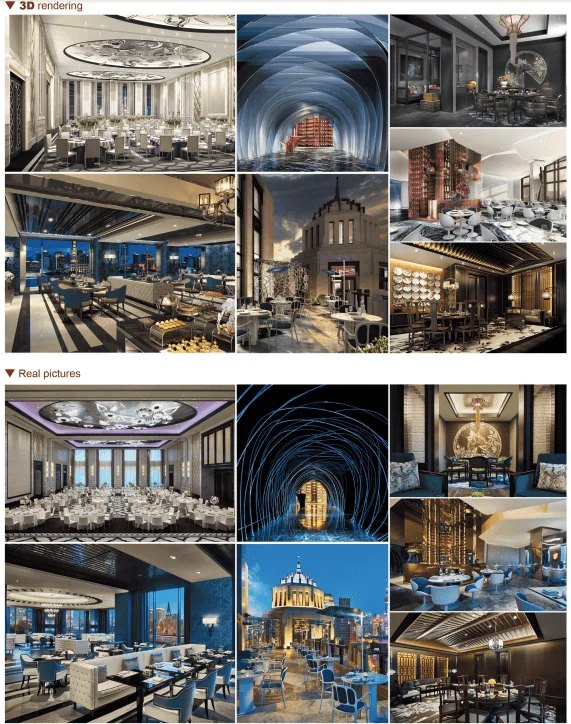
Luxury Business Hotel, China 
5-Star Hotel, Kuwait 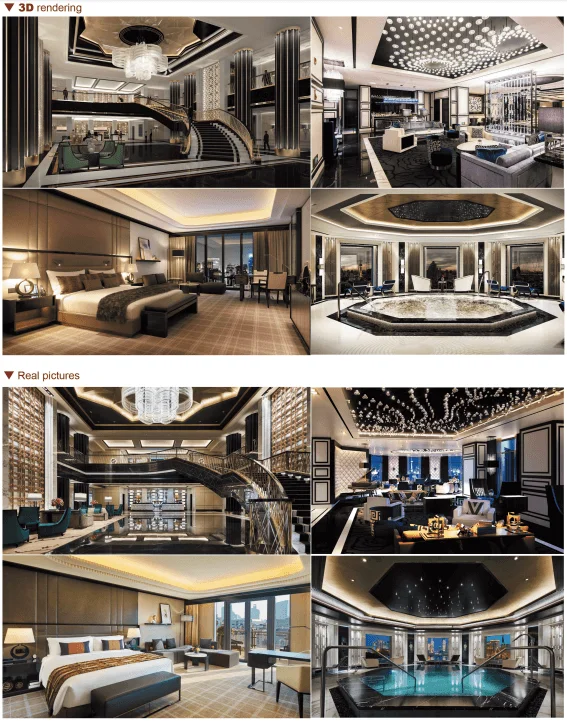
Luxury Hotel, Riyadh 
Mado Hotel, Ethiopia As seen in the projects above, our team has navigated the strict quality standards of prominent properties across the Middle East, Asia, and Africa, including the Salwa Beach Resort in Qatar, the Centro Waha Hotel in Saudi Arabia, and the Mado Hotel in Ethiopia. We understand the exact operational requirements of 4-star and 5-star hotels.
- Commercial-Grade Vanity Tops (The Quartz Advantage): In a hotel bathroom, countertops face constant exposure to water, spilled cosmetics, and heavy chemical cleaning. We highly recommend and utilize premium Quartz stone for our vanity tops. Unlike natural stone that requires periodic resealing, quartz is non-porous, making it exceptionally resistant to stains, scratches, and bacterial growth. This drastically reduces long-term maintenance costs and housekeeping time.
- Advanced Waterproofing Treatments: Hotel bathrooms are extreme-moisture zones. A reliable supplier must engineer their cabinets for this specific environment. Our bathroom vanities undergo rigorous multi-layer waterproof treatments and precise edge-banding processes. This ensures the core materials remain structurally stable and will never swell, warp, or peel, even in the steamiest conditions.
3. Verify Customization Capabilities (From Floor Plan to Room-Specific Delivery)
The Buyer's Pain Point:
In hospitality projects, "standard sizes" rarely work. Unforeseen plumbing locations, strict brand aesthetic standards, and chaotic on-site sorting of thousands of boxes can cause a project's budget and timeline to spiral out of control. You need a supplier whose customization goes far beyond just "choosing a color."
What to Check Before Sending an RFQ:
A professional commercial manufacturer should offer a complete, engineered solution. When evaluating our capabilities, here is the visual proof of how we protect your project from design to installation:
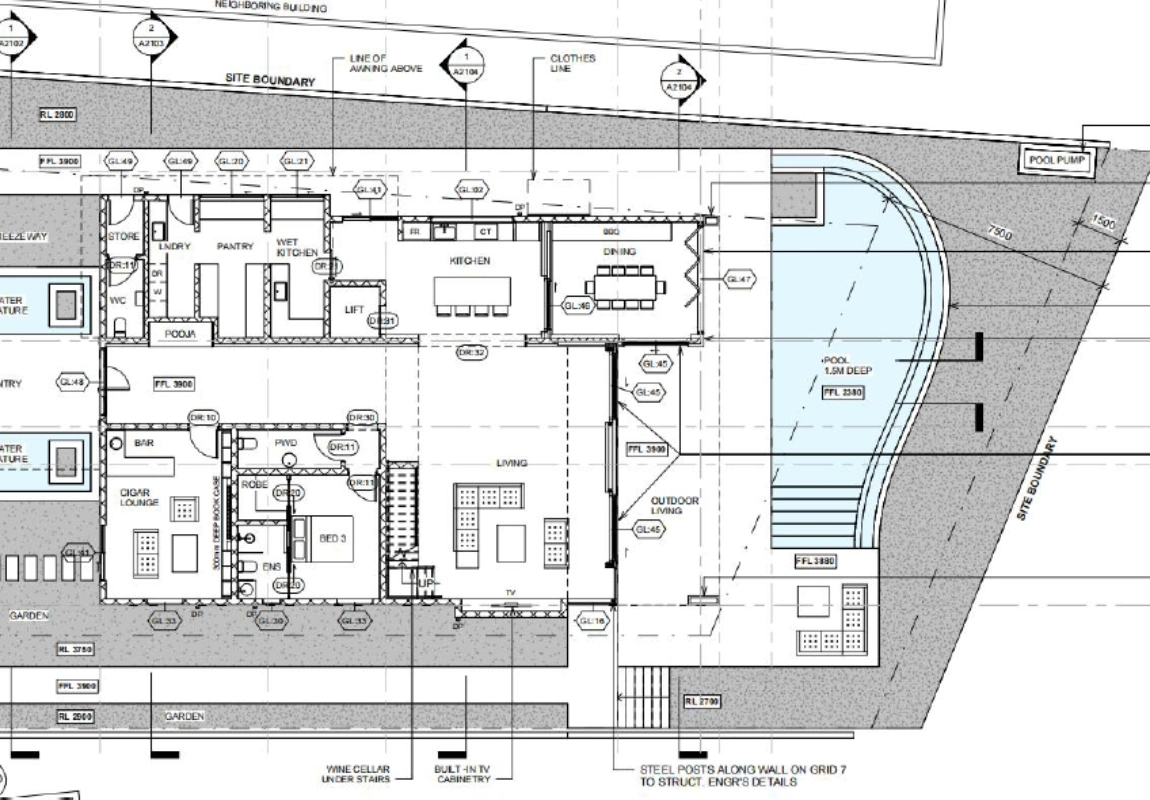
1. Precision Sizing & Shop Drawings (Engineering Capability)
Never accept a supplier who just cuts wood based on a rough sketch. When you send us your architectural floor plans, our engineering team generates precise CAD shop drawings. We account for exact plumbing cutouts, ADA compliance clearances, and wall variations, ensuring that on-site contractors can install the vanities flawlessly without expensive on-site modifications.

2. Brand Standard Color Matching
Failing a brand audit because of incorrect vanity finishes is a nightmare. Whether you require specific Wilsonart laminates or exact quartz edge profiles, we offer comprehensive color matching services. We guarantee that your final product will align 100% with the strict visual identities (VI) of major hospitality brands like Marriott, Hilton, or your boutique design boards.

3. Room-Specific Packaging (Logistics & Labor Savings)
This is where we save our clients the most money. Unloading a container of mixed furniture can cost thousands in hourly labor. We offer Smart Packaging Customization. Every carton we ship is clearly labeled with the exact Floor Number and Room Number. When the container arrives, your installation crew can distribute the boxes straight to the correct rooms immediately, eliminating sorting chaos and preventing lost components.
4. Commercial-Grade Quality Control (Engineered for High-Moisture Environments)
The Buyer's Pain Point:
In the hospitality sector, the true cost of poor quality isn't just the price of a replacement cabinet—it's the lost revenue from out-of-order rooms and failed brand audits. Residential-grade vanities will inevitably swell, peel, or rust when exposed to the extreme humidity and harsh commercial cleaning chemicals typical of hotel bathrooms.
What to Check Before Sending an RFQ:
Do not settle for generic "strict QC" promises. A qualified B2B manufacturer must provide transparent, commercial-grade testing protocols. Here is how we engineer our bathroom furniture to last beyond the standard 10-to-14-year hotel renovation cycle:
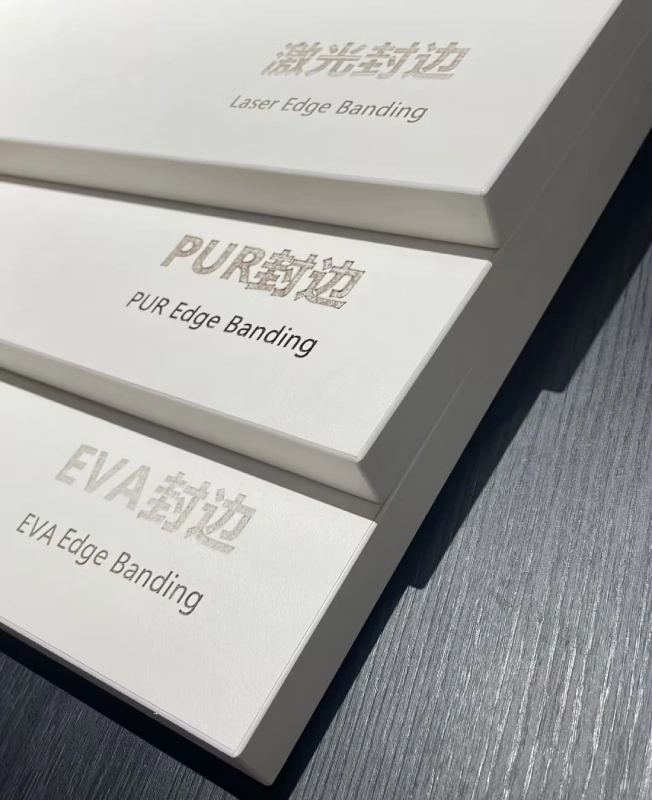
1. Advanced Edge Banding (The Key to Waterproofing)
The "Achilles' heel" of any cabinet is its edge. Traditional EVA glue breaks down in steamy bathrooms. We utilize advanced PUR (Polyurethane Reactive) and Laser edge banding technologies. See the difference below:
| Feature (特性) | EVA Edge Banding (Residential) | PUR Edge Banding (Commercial) | Laser Edge Banding (Luxury) |
|---|---|---|---|
| Moisture Resistance | Moderate (Prone to swelling over time) | Excellent (100% Waterproof seal) | Ultimate (Zero-joint, seamless) |
| Bond Strength | Standard | Extremely High (Irreversible cross-linking) | Flawless (Melted directly to the board) |
| Glue Line Visibility | Visible and easily darkens | Almost Invisible (Very thin glue line) | Invisible (No glue used) |
| Best Used For | Budget home renovations | 4-Star Hotels & Apartments | 5-Star Luxury Resorts |

2. Anti-Corrosion Hardware (Salt Spray Tested)
A vanity is only as durable as its weakest hinge. All our concealed hinges, drawer runners, and metal fixtures undergo rigorous 24-to-48-hour Neutral Salt Spray (NSS) testing (ASTM B117 standard). This ensures the hardware can withstand years of exposure to moisture and acidic bathroom cleaners without rusting or seizing.

3. 100% Pre-Shipment Assembly Inspection (PSI)
To eliminate the nightmare of on-site installation failures, our QC team conducts strict Pre-Shipment Inspections (PSI). We don't just ship flat-packed boards. We fully assemble the units in our factory to verify structural stability, seam alignment, and precise plumbing cutouts before they are ever packed into a container.
5. Export Logistics & Damage-Free Packaging Capabilities
The Buyer's Pain Point:
In B2B hospitality procurement, securing a great factory price means nothing if 20% of your quartz countertops or mirrors arrive shattered. The biggest nightmare for a project manager is "Concealed Damage"—discovering broken fixtures weeks later when on-site contractors finally open the boxes. Standard residential cardboard boxes simply cannot survive the rigorous handling, forklift transfers, and ocean turbulence of global shipping.
What to Check Before Sending an RFQ:
A professional commercial manufacturer must engineer their packaging just as carefully as their products. To ensure your FF&E (Furniture, Fixtures & Equipment) arrives intact and ready for immediate installation, demand a transparent packaging strategy. Here is how we compare standard packaging with our commercial-grade export solutions:
| Packaging Method | Protection Level | Best Suited For | Pros & Cons |
|---|---|---|---|
| Standard Corrugated Box | Low | Local delivery, lightweight non-fragile items, accessories. | Pros: Cheap, lightweight. Cons: High risk of crushing and concealed damage during ocean freight. |
| Heavy-Duty Wooden Crate | Ultimate | Fragile quartz vanity tops, large glass mirrors, bathtubs. | Pros: Maximum impact resistance; stackable. Cons: Heavier, requires fumigation for export (which we handle). |
| Hybrid Palletized Crating | Excellent | Bulk hotel vanity cabinets, sink bases, multi-piece room sets. | Pros: Cost-effective, forklift-friendly, prevents shifting inside the container. |
Visual Proof of Our Logistics Operations:

1. Hybrid Packaging for Cabinetry
We don't just throw boxes into a container. As shown above, our vanity bases are packed in shock-absorbing corrugated boxes, tightly shrink-wrapped to prevent moisture penetration, and then reinforced with structural wooden frames.

2. Heavy-Duty Crating for Fragiles
For your heavy quartz countertops and fragile mirrors, we build custom heavy-duty wooden crates. This prevents any flexing or bending during transit, which is the #1 cause of stone cracking.

3. Professional Container Loading
We coordinate directly with major shipping lines (like Evergreen) right at our factory docks. Our logistics team strategically calculates weight distribution and eliminates empty space within the container, preventing cargo from shifting during rough seas.

